поделиться личным опытом по устранению недостатков продукции выпускаемой ООО "Страйкбольное тактическое оружие" и НПО АЕГ (Магнитогорск).
Являюсь обладателем 3-х магнитогорских приводов: ВАЛа и ВСС 2-го и 3-го поколения сделанных ООО "Страйкбольное тактическое оружие" и СР3М от НПО АЕГ.
Не вдаваясь в критику качества конструкции вышеуказанных приводов кратко расскажу о том как был сваркой устранен люфт "глушителя",
люфт кнопки фиксации "глушителя", люфт магазина, зашлифованы внешние сварные швы на "глушителе",
выточена точно по размерам кнопка фиксации крышки "ствольной коробки" с пружинным фиксатором и как была выведена проводка в подсумок через приклад на СР3М.
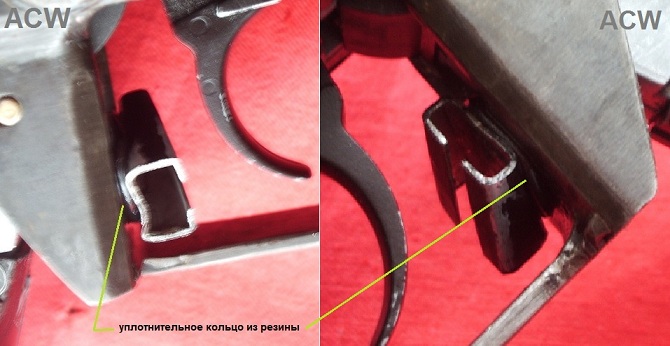
1) Люфт магазина. Люфт сводится к нулю двумя способами: на внутренних стенках "ствольной коробки" навариваются MIG/MAG сваркой
или холодной сваркой (эпоксилин, поксипол) фигурные утолщения по контуру магазина. Данный метод позволяет устранить люфт магазина
и добиться бесперебойной подачи шаров в камеру хоп-ап.





2) Люфт крышки "ствольной коробки" устраняется правильно выточенной стальной кнопкой, со стальным пружинным фиксатором, по точным размерам окошка
на крышке "ствольной коробки". При помощи штангенциркуля с электронной индикацией снимаем размеры с окошка на крышке, затем
по замерам вытачиваем кнопку. Если нет точного измерительного инструмента, кнопку можно выточить потолще из расчета на то,
что можно будет напильником расширить окошко по толщине кнопки.



3) Люфт "глушителя" и кнопки фиксации "глушителя". Люфт "глушителя" устраняется при помощи MIG/MAG сварки и шлифовки: навариваются
наплывы на кольцевые выступы (место состыковки "глушителя" и "ствольной коробки"). На кнопке фиксации "глушителя" наваривается
утолщение по всем краям кнопки, излишки шлифуются, кнопка утолщается и должна входить в паз без малейших зазоров.
Данный метод позволяет полностью устранить люфт "глушителя", тем самым добиться жесткости двух основных частей привода
что положительно скажется на точности стрельбы.

4) люфт приклада также устраняется при помощи сварки, наваривается наплыв на торцевой части приклада - в месте его соприкосновения с попкой "ствольной коробки".
5) внешние сварные швы на "глушителе" (в области мушки и целика) можно смело стачивать при помощи УШМ, заодно можно будет нанести качественную покраску.

6) неправильный целик исправил точилом и набил правильную разметку шкалы 10-42.